




The hydrocyclone serves as both the “heart” e o “quality inspector” of the grinding circuit, with its classification efficiency directly determining the technical and economic performance of the entire mineral processing flow. The hydrocyclone overflow discharge of coarse particles represents the most critical failure mode, not only signifying the loss of valuable minerals through over-grinding and a sharp increase in grinding energy consumption, but also undermining the stability of subsequent separation operations, leading to a comprehensive deterioration of mineral processing indicators. This paper aims to provide frontline mineral processing engineers and technicians with a systematic diagnostic framework for use in their work. It delves into the four core dimensions causing overflow discharge coarse particles—process operating parameters, structural design parameters, equipment wear and blockage, and system matching and fluctuations—while offering precise troubleshooting approaches and solutions.
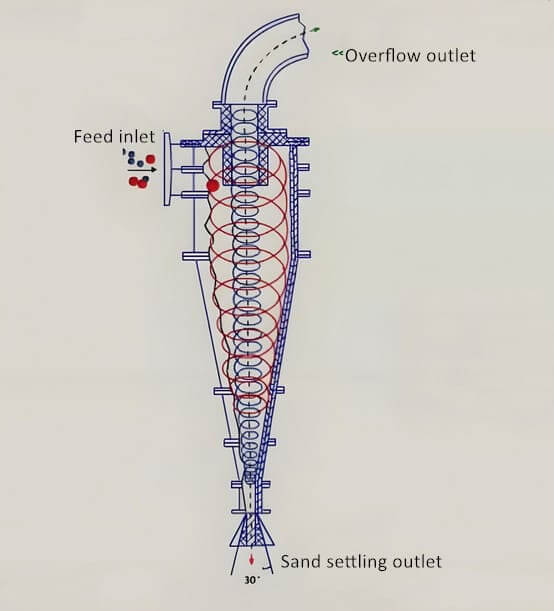
A powerful rotating centrifugal force field is generated inside the hidrociclone, reaching thousands of times the gravitational acceleration. Within this field, separation occurs based on particle size and density differences. Ideally, coarse, heavy particles are subjected to a strong centrifugal force, descending along the outer spiral flow and discharging in an “umbrella-shaped” pattern through the underflow nozzle. Fine, light particles, conversely, move upward with the inner spiral flow and discharge through the overflow pipe. When coarse particles that should enter the underflow instead “escape” into the overflow, this phenomenon is termed “Hydrocyclone overflow discharge coarse particles”. In other words, overflow discharge coarse particles refers to the abnormal occurrence where coarse particles enter the overflow product during hydrocyclone separation. This reduces classification efficiency and directly impacts the stability of subsequent processes (such as flotation and thickening) and product quality.

Hydrocyclone Overflow Discharge Coarse Particles: Reasons & Solutions
1. Process Operating Parameters
Operating parameters are the variables that most directly and frequently influence the performance of a cyclone.
Feed Pressure
Feed pressure directly determines the tangential velocity of the slurry at the inlet and is the fundamental energy source for building the centrifugal field. Excessively low pressure means insufficient rotational kinetic energy in the slurry, preventing the formation of a sufficiently strong centrifugal field. Consequently, the centrifugal force exerted on the coarse particles is unable to effectively overcome the centripetal drag of the fluid, resulting in a short residence time in the classification zone. Before they can settle, they are drawn into the internal spiral flow and discharged with the overflow.
Diagnostic Tips: Closely monitor the pressure gauge reading. The normal pressure range is typically 0.05-0.15 MPa. Chronic low pressure or severe fluctuations are prime suspects of coarse particles.
Solução:
- Check the pump source: Verify whether the bomba de polpa impeller and jacket are severely worn, or whether the pump speed is set too low.
- Troubleshoot the pipeline: Check the feed pipeline for leaks.
- Stabilize the pump sump: Ensure the pump sump liquid level is stable to prevent the pump from drawing air due to a low liquid level, which could cause pressure “pulsations.”
Concentração de alimentação
Slurry concentration significantly affects the viscosity and density of the slurry, thereby altering the particle settling environment. Excessively high concentrations dramatically increase the slurry viscosity, creating an “interference settling” effect and increasing the resistance between particles. This severely reduces the centrifugal settling velocity of coarse particles, making it difficult for them to penetrate the viscous slurry and reach the vessel wall, ultimately leading to poor classification. Excessively high concentrations also compress the exchange space between the internal and external spiral flows, causing the classification process to “saturate” prematurely.
Key Diagnostic Points: The underflow pattern provides the best observation window. At normal concentrations, the underflow is “umbrella-shaped” (with an angle of 10°-20°). At excessive concentrations, it appears as a viscous “rope” or intermittent “lumps.”
Solução: Optimize the pump pool water supply system and stabilize the feed concentration at the optimal value of the process design through automatic or manual control (for example, when the classification particle size is -200 mesh 80%, the concentration is usually controlled at 15%-25%).
2. Structural Design Parameters
The geometry of a hydrocyclone sets the performance ceiling. Improper structural matching is a fundamental and long-term factor leading to overflow discharge of coarse particles.
Grit Nozzle Diameter
As the discharge channel for coarse particles, the grit nozzle’s size must be appropriately sized to the coarse fraction in the feed and the underflow yield. If the diameter is too small, its throughput capacity becomes a bottleneck. Large quantities of coarse particles accumulate at the bottom of the cone, unable to be discharged smoothly. Ultimately, they are carried by the reversed flow into the ascending inner spiral flow, causing catastrophic coarse runoff. This is also known as the “grit nozzle blockage effect.”
Diagnostic key: The underflow exhibits a high-concentration, “rope-like” appearance over a long period of time and is insensitive to operating parameter adjustments.
Solução: Calculate and replace the grit nozzle with an appropriate diameter based on the grinding fineness requirements and circulating load. The goal is to achieve an “umbrella-shaped” underflow with a stable shape and appropriate concentration.
Overflow Pipe Diameter and Insertion Depth
The size and position of the overflow pipe define the separation plane between the inner and outer spiral flows. An excessively large diameter significantly increases the incidence of “short-circuiting”—meaning that some inadequately classified feed slurry takes a shortcut near the feed inlet and enters the overflow pipe. The coarse particles carried by this slurry are the direct source of “coarse runoff.” Furthermore, an overflow pipe inserted too shallowly can exacerbate this short-circuiting phenomenon.
Diagnostic Tip: Despite normal feed pressure and concentration, overflow still exhibits persistent “coarse runoff.”
Solução: Replace the overflow pipe with a smaller diameter or increase its insertion depth appropriately. These adjustments can effectively extend the slurry’s residence time within the cyclone and enhance classification.
3. Equipment Wear And Blockage
The hydrocyclones are typically abrasive equipment. Wear and clogging can alter their internal flow field, making them the most common cause of performance degradation during operation.
Wear of Key Components
Wear of the grit nozzle increases its inner diameter. While this may appear to reduce the risk of coarse runoff in the short term, it disrupts pressure balance, leading to reduced underflow concentration, increased water volume, and artificially high circulating loads, ultimately reducing mill efficiency. Wear of the feed port changes its shape from rectangular to irregularly round, disrupting the initial conditions for tangential slurry feed, weakening the rotational intensity, and resulting in an overall decrease in classification efficiency.
Solução: Use highly wear-resistant materials such as ceramic, silicon carbide, or polyurethane. Establish a strict regular inspection system, measure the dimensions of key components, and replace immediately if wear exceeds the specified limit (e.g., a 10%-15% increase in the grit nozzle diameter).
Foreign Matter Blockage
Foreign matter blockage is the most severe and obvious form of “hydrocyclone overflow discharge coarse particles”. Once foreign matter, such as wood chips, steel ball fragments, and large ore blocks the grit nozzle, the coarse material discharge channel is completely blocked, forcing almost all feed material out of the overflow pipe, resulting in a “blowout” of coarse material, which can quickly paralyze subsequent processes.
Key diagnostic points: A sharp rise or violent fluctuation in the pressure gauge reading, abnormal vibration of the machine body, and a sudden decrease or even cessation of underflow.
Solução: Immediately shut down the machine for remedial action. The fundamental solution is to install a dust removal screen or grating at the slurry pump inlet and strengthen foreign matter control in the crushing and transportation stages.
4. System Matching And Fluctuations
A cyclone is never isolated; it forms a dynamic system with the pump, piping, and pump sump. Any mismatch or instability in the system will ultimately manifest as a deterioration in the cyclone’s classification performance.
Pump Sump Level and Air Column
A stable pump sump level is a prerequisite for stable feeding. If the level is too low, the pump will draw air, causing drastic fluctuations in feed pressure and flow. More importantly, the drawn air disrupts the stable “air column” at the center of the cyclone. This air column is essential for maintaining a stable boundary between the inner and outer spiral flows. If this stability is disrupted, the classified flow field becomes chaotic, and the classification function is lost.
Solução: Optimize the pump sump design to ensure sufficient buffer volume. Install a reliable level gauge and automatic water replenishment system to achieve closed-loop liquid level control.
Energy Matching between Pump and Cyclone
The slurry pump’s head-flow curve must precisely match the characteristic curve (resistance curve) of the cyclone assembly. If the pump is undersized, even when operating at maximum power, it will not be able to provide the pressure and flow required for the hydrocyclone to achieve optimal classification efficiency, resulting in chronically inefficient operation of the entire system.
Solução: Perform rigorous fluid flow calculations during the design phase. For an already operational system, if pressure continues to fall short of standards after eliminating factors such as wear, consider replacing it with a larger pump or optimizing the number of hydrocyclone groups connected in parallel.
Serious coarseness in hydrocyclones is a complex problem caused by a variety of factors. Solving this problem requires a systematic investigation, similar to a medical consultation. These four aspects are closely linked and essential: real-time monitoring and optimization of operating parameters, rational selection and matching of structural parameters, timely monitoring of material property changes, and regular inspection and maintenance of equipment status. Only a comprehensive and detailed analysis of these four dimensions can accurately identify the root cause of the problem. Using these methods, we can effectively resolve coarseness in hydrocyclones, improve classification accuracy and system stability, and provide a solid foundation for the smooth operation of the entire processo de processamento de minerais.
PRODUTOS MAIS RECENTES
-

SFM-8 Lab Grinder
【Max. Power Consumption】 150W 【Morta…
-
Cyclosizer
【Feeding Capacity】< 100g/time 【Feeding …
-
JKZ/2JKZ Mine Shaft Sinking Hoist
【Power Source】Electric Motor Drive 【Motor Spee…


