




Rejeitos are often considered “waste” from mineral processing, but are they really worthless? I’ve seen too many mines discard millions of dollars’ worth of minerals into tailings ponds. It’s like throwing away a wallet without checking how much cash is still inside.
Yes, tailings can be effectively reprocessed. Modern separation technologies can recover 20-70% of valuable minerals from tailings, including gold, silver, copper, and iron. Success depends on ore characteristics, particle size distribution, and mineral liberation state. For instance, we helped an iron ore mine in Inner Mongolia recover nearly 40% more concentrate from their tailings.
Many mine operators assume that reprocessing tailings isn’t cost-effective. The opposite is true. With proper testing and process design, most tailings reprocessing projects achieve ROI within 8-16 months. Let’s break down the key factors.
What Valuable Minerals Remain in Tailings?
Walk into any tailings storage facility, and you may be looking at misplaced resources. I once inspected tailings believed to be worthless—lab tests later revealed 3.2g/t gold content.
Common recoverable minerals found in tailings include metallic minerals (gold, silver, copper, lead, zinc, etc.), non-metallic minerals (quartz, feldspar, mica), and rare metals (lithium, cobalt, rare earth elements). Recovery rates depend on the original processing technology—older methods often left higher-grade material behind. We’ve developed a tailings value assessment guide:
| Mineral Type | Typical Grade Range | Recovery Difficulty |
| Ouro | 0.3-5 g/t | Moderado |
| Ferro | 8-45% | Fácil |
| Cobre | 0.2-1.5% | Moderado |
| Terras Raras | 0.5-3% | Difficult |
Before reprocessing, essential tests incluir:
- Mineralogical study (liberation analysis)
- Oxidation degree
- Slime content
- Harmful element levels
In a Yunnan copper tailings project, microscopy revealed locked copper-iron particles. Switching to a reverse flotation + leaching process increased recovery from 35% to 58%.
How to Analyze Tailings Characteristics?
My first tailings project failed because I used the original plant’s process—the minerals had oxidized, changing their surface properties entirely.
An analysis of the properties of tailings ore is the foundation for successful reprocessing. The following must be conducted: particle size analysis (the percentage of particles finer than -200 mesh is particularly important), mineral composition analysis, and testing of elemental speciation. Special attention should be paid to the degree of oxidation—if the oxidation rate exceeds 30%, the reagent regimen must be adjusted.
Key differences vs. fresh ore:
- Finer particles(80% <0.074mm)
- Chemical contamination from past reagents
- Oxidized minerals
- High clay content
Recommended test sequence:
- Multi-element analysis (ICP)
- Mineral liberation analysis (MLA)
- Electron probe microanalysis (EPMA)
- Lab-scale trials (if necessary)
Case Study: A Shanxi iron tailings project found:
- Severe magnetite oxidation (FeO <10%)
- 45% ultra-fines (-20µm)
- Gangue minerals: quartz & hornblende
Solução: Replaced magnetic separation with classification → gravity → flotation, achieving 65% Fe grade at 42% recovery.
How to Design Tailings Reprocessing Flowsheets?
A client once insisted on floating the entire tailings batch—reagent costs tripled due to unnecessary slime processing.
The design of a tailings reprocessing flow sheet must be tailored to the specific problem. The basic principles are: first, classify and deemagrecimento; then, sort and recover; use physical separation methods whenever possible instead of chemical reagents; and favor combined processes. Common flow sheets include: classification-gravity separation, magnetic separation-flotation, and leaching-extraction.
5 key considerations
- Particle size distribution
- Mineral liberation degree
- Surface chemistry changes
- Equipment throughput matching
- Budget constraints
Our process selection matrix
| Tailings Type | Recommended Process | Vantagem |
| Grosso | Gravity (mesas de agitação) | Baixo custo |
| Ótimo | Flotação | High recovery |
| Magnetic | Separação magnética | Simple ops |
| Oxidized | Leaching | Flexibility |
Innovative Solution
Hunan Tungsten Tailings Recovery
- Hydrocyclone classification
- +74µm: Shaking tables
- -74µm: Falcon concentrators
- Magnetic separation upgrade → 68% WO₃ recovery(22% higher than traditional methods).
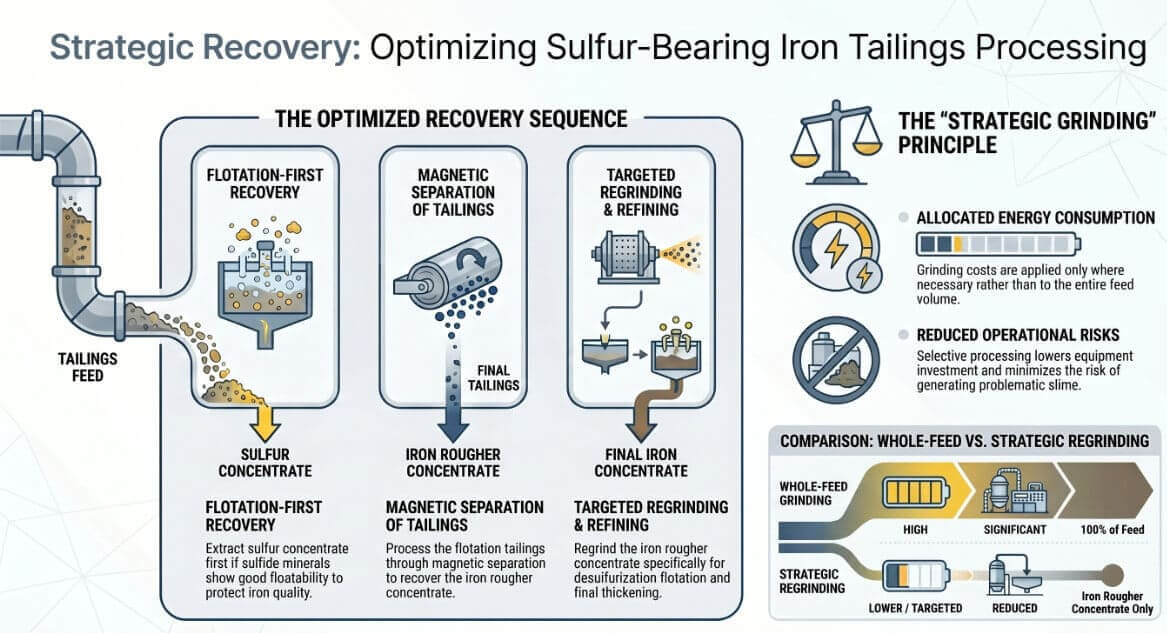
Sulfur-Bearing Iron Tailings Recovery
For sulfur-bearing iron tailings, the standard approach is not to subject the entire volume to grinding and magnetic separation immediately; instead, tests are conducted to compare the “flotation-followed-by-magnetic separation” sequence against the “magnetic separation-followed-by-flotation” sequence.
If the sulfide minerals exhibit good floatability—and their presence in the iron concentrate would cause sulfur levels to exceed limits—flotation can be employed first to recover a sulfur concentrate. The flotation tailings are then subjected to magnetic separation to recover magnetic iron minerals. If the sulfur content in the resulting iron rougher concentrate remains high, the material undergoes regrinding and desulfurization flotation.
A reliable process flow can be outlined as follows:
Sampling and analysis of raw tailings → Classification/desliming (if necessary) → Flotation to recover sulfur concentrate → Magnetic separation of flotation tailings to recover iron rougher concentrate → Regrinding of iron rougher concentrate → Desulfurization flotation → Concentrate thickening and filtration → Tailings water recycling.
The core principle of this process is not that “more complex is better,” but rather that grinding costs should be allocated where they are most needed. Regrinding the entire feed entails high energy consumption, significant equipment investment, and a high risk of slime generation; by contrast, regrinding only the iron rougher concentrate reduces the processing volume, making costs easier to control.
How to Configure The Equipment for Tailings Recovery?
One plant tried using standard processing equipment for tailings—throughput dropped to 33% of design capacity.
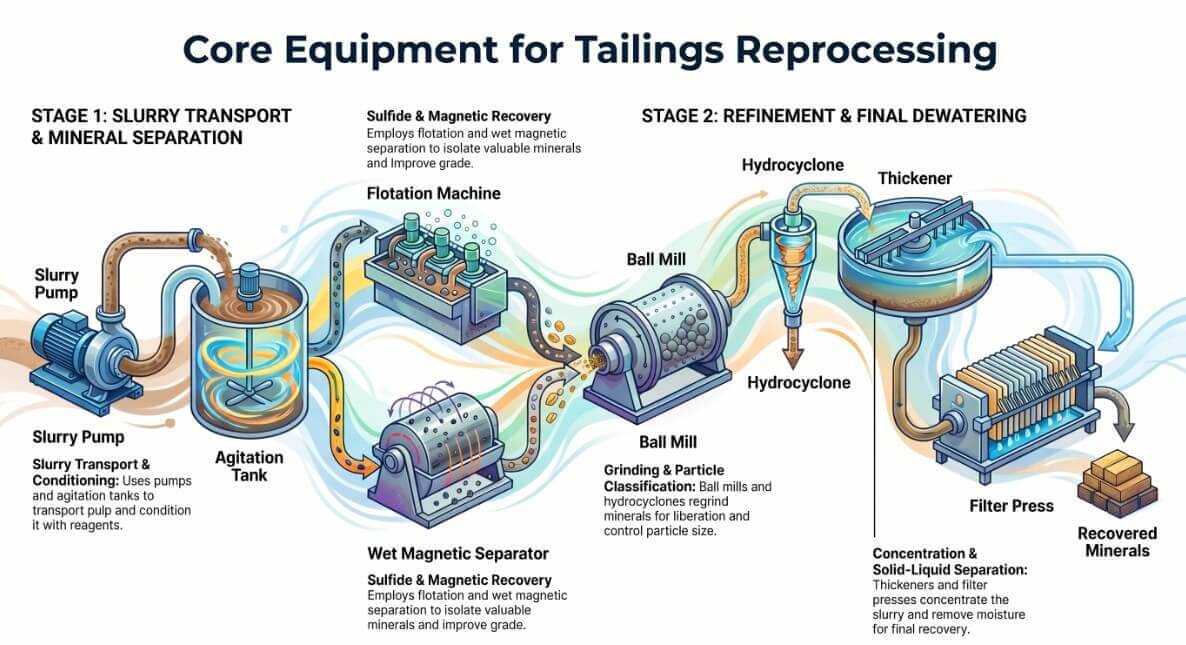
The equipment configuration for tailings reprocessing should be designed around “stable feed, effective separation, concentrate dewatering, and water recirculation.”
The front end requires equipamento de alimentação, bombas de polpa, or sand pumps to ensure stable tailings slurry concentration and flow rate. Fluctuations in concentration will directly affect the condition of the flotation foam and the efficiency of magnetic separation.
Based on test results, the flotation section can be configured with agitation tanks, reagent mixing tanks, and células de flotação. The focus should be on the reagent regimen, pulp concentration, flotation time, and foam product quality; one should not rely solely on the model of the flotation cell.
For the fase de separação magnética, wet magnetic separators or high-intensity magnetic separators are typically selected based on the magnetic properties of the ore. For magnetic minerals such as pyrrhotite and magnetite, the magnetic field strength must be determined through testing; one should not blindly pursue the notion that “the higher the magnetic field, the better.”
O regrinding section can be equipped with ball mills, combined with spiral classifiers or hydrocyclones to control particle size. The purpose of regrinding is not merely to achieve finer particle sizes, but to further liberate intergrown minerals.
O dewatering section can be configured with thickeners, filters, or filtros prensa based on the properties of the concentrate. Tailings reprocessing projects often overlook dewatering and water recycling, resulting in water that cannot be drained, sludge that does not settle, and high moisture content in the concentrate, which affects subsequent sales and transportation.
Common Pitfalls in Tailings Reprocessing
A project failed initially because thickener sizing ignored tailings’ slow settling rates. Proper testwork would have prevented this.
Five Common Issues in Tailings Reprocessing: overly idealistic process design, inappropriate equipment selection, incorrect chemical dosing schemes, disregard for environmental requirements, and failure to control costs. The key is to conduct thorough mineral processing tests and adopt a prudent strategy of “piloting on a small scale before scaling up.”
Failure Analysis & Prevention
| Issue Type | Example | Preventive Measure |
| Process error | Copying the original plant flowsheet | Comprehensive metallurgical testing |
| Equipment failure | Rapid wear of uncoated pipes | Use ceramic-lined components |
| Reagent waste | Excessive depressant usage | Optimize via DOE testing |
| Operational issues | Slurry spills | Staff training + automation |
| Environmental hazard | Acidic effluent | Closed-loop water system |
Guangxi tin tailings project lessons:
- Ignored arsenic contamination
- Underestimated slime interference
- Poor equipment corrosion protection
- Incorrect water balance calculations
Corrective actions:
- Added arsenic removal pretreatment
- Installed DSM screens for desliming
- Upgraded all materials to 316L stainless steel
- Redesigned water recycling system → Tin recovery jumped from 30% to 52%.
Conclusão
Tailings reprocessing is a proven method to boost resource utilization. Through systematic characterization, tailored flowsheets, proper equipment selection, and strict operational control, most tailings can yield economic recoveries. Our field results demonstrate that optimized reprocessing extends mine life by 3-8 years while creating substantial value. Mines should evaluate reprocessing potential antes de discharging tailings to storage.
PRODUTOS MAIS RECENTES
-

Cyclosizer
【Feeding Capacity】< 100g/time 【Feeding …
-
JKZ/2JKZ Mine Shaft Sinking Hoist
【Power Source】Electric Motor Drive 【Motor Spee…
-
JK(B)/2JK(B) Mine Hoisting Winch
【Capacity】 6-17 Tons 【Drum Number】1-2 【…


