




1. Introduction
The selection of Carbon-in-Pulp (CIP) et Carbon-in-Leach (CIL) processes for oxidized gold ores directly impacts operational efficiency, capital expenditure (CAPEX), and gold recovery rates. Many gold projects fail due to improper process selection, often caused by neglecting key ore characteristics such as mineralogy, slime content, and leaching kinetics.
This guide provides a structured approach to process configuration, covering:
- Key ore propriétés influencing CIP/CIL selection
- Optimal flowsheet conception for each process
- Equipment selection & operational control
- Common Issues & Selection Guidelines
2. Ore Characterization & Process Selection Criteria

2.1 Gold Liberation & Particle Size Distribution
Coarse gold (> 0.1 mm) → pre-concentration via gravity separation (Knelson concentrator, table à secousses) before leaching.
Fine gold (< 0.05 mm, locked in silicates/sulfides) → ultrafine grinding (-325 mesh) and intense cyanidation may be required.
Key Tests
- Mineral liberation analysis (MLA) – Gold grain exposure rate
- Screening & sedimentation tests– Slime content determination
- Bottle roll/column leach tests– Cyanide consumption & kinetics
If the gold particles are coarse and well-dissociated, consider recovering a portion of the gold through preliminary gravity separation; if the gold is finely dispersed or complexly associated with gangue and sulfides, focus on the grinding and leaching conditions.
2.2 Slime Content & Rheology
- Low slime (<10%) & free-milling ores→ CIL preferred (reduced footprint, faster startup).
- High slime (>15%) & clayey ores→ CIP recommended (prevents carbon fouling, better control over pulp density).
- Extremely viscous pulps→ pretreatment with hydrocyclones/thickeners.
Mineral Slurry Conditions: Siltation, slurry concentration, pH, reagent consumption, and dissolved oxygen levels all affect leaching. Finer grinding is not necessarily better; over-grinding increases siltation and puts additional strain on downstream processing.
2.3 Leaching Kinetics & Cyanide Consumption
- Fast leaching (<6 h) → CIL optimizes gold recovery in a single circuit.
- Slow leaching (>12 h) → CIP allows extended leaching time before adsorption.
- High cyanide-consuming ores→ use CIP with tailings detoxification (e.g., SO₂/air, H₂O₂).
3. Flowsheet Configuration: CIP vs. CIL
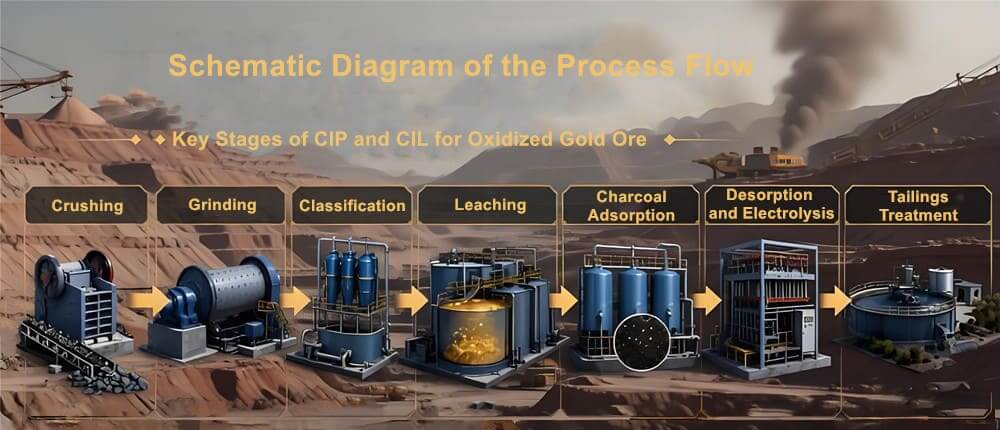
Crushing, grinding, classification, leaching, carbon adsorption, desorption, electrowinning, and tailings treatment are common process flows for this type of project, but the specific sequence cannot be applied mechanically. The process must be adjusted based on differences in mineral composition, processability, liberation state, and product requirements.
CIP places greater emphasis on managing leaching and adsorption in separate steps, whereas CIL emphasizes conducting them simultaneously. The specific choice must be confirmed through ore sample testing and cannot simply be copied.
3.1 Common Front-End Circuit (Both CIP & CIL)
The configuration logic for the front-end pre-treatment stages of these two processes is essentially the same, tailored to the characteristics of oxidized gold ore:
- Crushing and Grinding Stage: A three-stage closed-circuit crushing process is used to reduce the ore to less than 20 mm; this is combined with a ball mill and hydrocyclones to form a closed-circuit grinding system, controlling the slurry fineness so that 85%–95% of the particles are within -200 mesh, ensuring thorough liberation of gold particles.
- De-sliming (if applicable): Hydrocyclones, spiral classifiers, or attrition scrubbers for clay removal.
- Thickening Section: A high-efficiency thickener is used to increase the concentration of the ground slurry to 40%–45%, thereby reducing the volume required in subsequent leaching tanks and lowering cyanide reagent consumption.
- Impurity Removal Pretreatment: Screening equipment for debris removal is added to thoroughly remove wood chips and coarse sludge clumps from the slurry, thereby preventing subsequent screen clogging and contamination of gold-bearing carbon.
3.2 Configuration of Leaching and Adsorption Tank Arrays
CIL Configuration:
- Arrangement: Employs a series-connected, stepped layout, typically comprising 5–12 leaching-adsorption tanks.
- Reagent Strategy: Sodium cyanide is added to the first 1–2 tanks to initiate leaching, while activated carbon is added to subsequent tanks to facilitate counter-current adsorption.
- Core Tank Configuration: Utilizes 6–8 integrated CIL leaching-adsorption tanks in series. A height-to-diameter ratio of approximately 1.2:1 is recommended, paired with axial-flow agitators to minimize carbon attrition (breakage). Wear-resistant inter-stage screens are installed between tanks to ensure slurry flow while retaining activated carbon within its respective tank.
- Parameter Coordination: Activated carbon concentration is stably maintained at 50–80 g/L of slurry. Total cyanide dosage is proportionally distributed across the first three tanks to prevent localized high concentrations caused by single-point dosing. The process eliminates the need for separate leaching tanks, resulting in a footprint nearly 50% smaller than that of CIP.
- Avantages : Fewer total tanks, shorter gold residence time in the slurry, and faster capital recovery.
CIP Configuration:
- Tank Arrangement: Leaching and adsorption tanks are completely separated. Initially, 4–6 independent leaching tanks are configured to ensure 8–12 hours of adequate leaching time, followed by 4–5 dedicated adsorption tanks, allowing for independent control of carbon dosage and adsorption flow rates.
- Solid-Liquid Handling: If slime content is extremely high, simple thickening or filtration may be required after leaching before the slurry enters the adsorption stage; alternatively, high-shear agitation can be used to prevent carbon-slime agglomeration.
- Carbon Adsorption Configuration: Employs specialized carbon-slurry separation equipment (such as bridge-type screens) to achieve counter-current flow between activated carbon and slurry. Activated carbon consumption is approximately 30% lower than in CIL, and adsorption rates can exceed 95%.
- Avantages : The adsorption stage allows for independent optimization of pH and cyanide concentration, offering greater adaptability to complex oxidized ores.
3.3 Activated Carbon Circulation and Transport
- Counter-current Movement: Pumping or air-lifting is employed to achieve counter-current flow of the carbon-pulp mixture (carbon moves toward the high-grade pulp end, while pulp moves toward the low-grade end).
- Screening and Recovery: Cribles vibrants or curved screens (aperture size 0.8–1.0 mm) are installed at the discharge of each tank to separate carbon from the pulp and facilitate inter-stage transfer.
- Gold-loaded Carbon Processing: Gold-loaded carbon is periodically removed from the head end and sent to the desorption-electrolysis system (desorption using hot alkaline cyanide solution followed by electrowinning); barren carbon is regenerated and returned to the final tank.
3.4 Reagent and Environmental Control
Sodium Cyanide Addition: Dosage is dynamically adjusted based on the ore’s cyanide consumption rate; CIL processes require precise online monitoring due to simultaneous reactions, preventing localized excess or deficiency.
pH Control: Pulp pH is maintained between 10 and 11 (adjusted with lime) to prevent cyanide hydrolysis, which would generate highly toxic HCN gas.
Dissolved Oxygen Supply: Agitation tanks must ensure sufficient aeration, as the leaching of gold ores requires adequate dissolved oxygen to drive the reaction.
4. Equipment Selection and Operational Control
Equipment selection must take into account the compatibility of the entire production line. If the capacity of any stage—including feeding, ore washing or crushing, classification, primary beneficiation, fine beneficiation, thickening and filtration, or tailings water reuse—is insufficient, it will affect continuous production.
For projects of this nature, it is recommended to evaluate key equipment within the context of the process logic rather than comparing individual pieces of equipment in isolation. Whether equipment can function effectively depends on whether the preceding and subsequent stages are seamlessly integrated.
5. Common Issues in On-Site Configuration
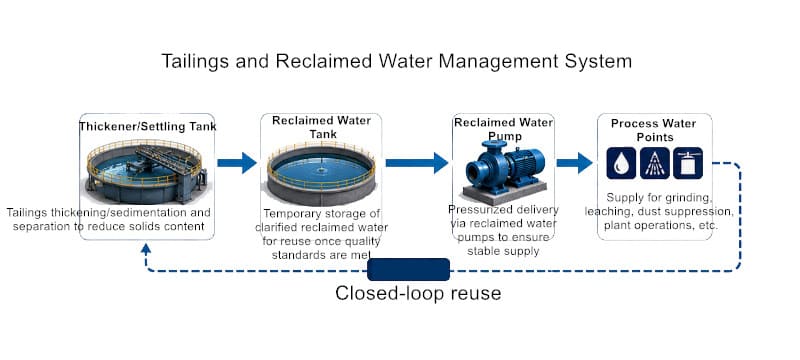
Tailings and water recirculation systems are the most commonly overlooked aspects of gold mining projects. In cyanide-based systems, tailings treatment, water recirculation, and safety management must be considered in tandem with the main process.
On-site, it is also important to avoid focusing solely on grade without considering mineral composition; purchasing individual units without integrating them into the water system; focusing solely on recovery rates without considering product disposition; and finalizing the process flow without conducting pilot tests. While these issues may appear to be equipment-related in the short term, in the long run, they often stem from flawed process decision-making.
6. Economics & Final Selection Guidelines
| Factor | Avantages du CIL | Avantages du CIP |
| CAPEX | Lower (fewer tanks) | Higher (more equipment) |
| OPEX | Modéré | Long-term cost savings |
| Flexibility | Limited (synced leaching/adsorption) | Independent parameter control |
| Best For | Simple ores, <300 tpd | Complex ores, >500 tpd |
Final Recommendations:
- Small-scale projects: CIL + gravity circuit (CAPEX optimization).
- High-slime ores: CIP + intensive leaching (better metallurgy).
- Arsenical/sulfide ores: Pre-oxidation (POX/BIOX) + CIP for maximum recovery.
7. Conclusion
“Test first, design later” remains the golden rule in gold processing. Both CIP and CIL can achieve >90% recoveries, but ore variability dictates the optimal route. A well-designed process balances cost, recovery, and operability—ensuring long-term project success.
DERNIERS PRODUITS
-

SFM-8 Lab Grinder
【Max. Power Consumption】 150W 【Morta…
-
Cyclosizer
【Feeding Capacity】< 100g/time 【Feeding …
-
JKZ/2JKZ Mine Shaft Sinking Hoist
【Power Source】Electric Motor Drive 【Motor Spee…


