




In the gold production industry, cyanide gold extraction is an essential core technology—over 90% of global gold production relies on it. Whether it’s low-grade ores, complex and difficult-to-process ores, or fine-grained gold-embedded ores, it efficiently extracts the full potential. However, many practitioners are often confused: Which cyanide process should be used for different ores? How can cyanide concentration be controlled during leaching to avoid waste? And how can environmental issues be addressed?
This article takes a comprehensive perspective on gold extraction from gold mines, explaining the entire cyanide gold extraction process in plain language. It also provides equipment selection recommendations and key parameter tables to help you easily understand this core technology.
Why Has Cyanide Gold Extraction Become the “Mainstream”?
Cyanidation has long dominated the global gold extraction industry. Despite the availability of alternative processes (such as gravity separation, flotation, and biorecovery), cyanidation maintains its unwavering dominance. This trend can be explained by two key factors: first, its comprehensive advantages across five key dimensions: efficiency, affordability, technological adaptability, technological iteration, and limitations in alternatives; and second, its irreplaceable advantages compared to other processes in terms of ore compatibility, recovery efficiency, and production scale.
Comprehensive Advantages in Five Key Factors
Cyanide gold extraction has emerged as the dominant method for gold processing globally, driven by synergistic advancements in technology, economic feasibility, and industry demand. Below is a breakdown of the five key factors behind its dominance.
1. Efficiency Revolution (Core Driver)
Leaching Rate Breakthrough: Achieves over 90% gold recovery even from low-grade ore (as low as 0.5g/t), far surpassing the 35-60% recovery rate of traditional mercury amalgamation.
Processing Capacity Leap: Modern CIP (Carbon-in-Pulp) plants handle tens of thousands of tons per day—in 2019, 8 out of the world’s top 10 gold mines relied on cyanidation.
2. Cost-Effectiveness (Economic Superiority)
Chemical Costs: Sodium cyanide (~$2000 per ton) accounts for below 5% of total costs, with consumption at just 0.2-0.5kg per ton of ore.
Energy Savings: Uses 40% less energy than roasting methods, offering 30% or more operational cost savings for complex ores.
3. Technical Versatility (Irreplaceability)
Multiple Ore Compatibility: Handles sulfide ores (comprising 75% of global gold deposits) and oxide ores with equal efficiency.
Scalability: Adaptable from small-scale heap leaching (~1 ton/year) to mega-plants like Barrick Gold’s 50-ton/year operations.
4. Generational Technological Edge
Century of Refinement: Since MacArthur-Forrest’s 1887 patent, continuous innovations (CIL, RIL, etc.) have optimized the process.
Established Industrial Ecosystem: Global gold supply chains—equipment, reagents, and environmental controls—are tailored for cyanide extraction.
5. Barriers to Replacement
Thiosulfate Method: Though eco-friendly, it costs 15-20% more and suffers from copper interference.
Bio-Oxidation: Requires 3-5 years per plant build (vs. 18 months for cyanidation).
Chlorination: Equipment corrosion hikes maintenance costs over 50%.
Process Comparison: Why is Cyanidation Still The Winner?
There are so many gold extraction processes on the market (gravity separation, flotation, biological gold extraction, etc.), why does cyanide stand out? Let’s take a look at the comparison to see more clearly:
| Process Type | Applicable Ore Characteristics | Core Advantages | Limitations |
| Gravity separation | Coarse-grained, disseminated gold and high-density gold ores. | Low cost and pollution-free | Fine-grain gold recovery is only 60%-70%, with a narrow application range. |
| Flotation | Sulfide-type gold ores and polymetallic ores | Can concentrate gold | Not effective for oxide ores; subsequent gold extraction processes are required. |
| Cyanidation | Oxide ores, sulfide ores, low-grade ores, and complex ores. | Recovery rates are 85%-98%, with wide adaptability and scalability. | Cyanide is toxic and requires strict environmental controls. |
| Biological gold extraction | Sulfur-containing, difficult-to-leach gold ores and low-grade oxide ores. | Environmentally friendly | Reaction time is 15-30 days and is highly temperature-sensitive. |
In short, cyanide gold extraction boasts three core advantages: it can process a wide range of ores (handling even the most complex ones with ease), achieves high gold recovery rates (exceeding gravity separation by over 20%), and scales production effortlessly (from small plants processing 100 tons daily to large-scale mines handling tens of thousands of tons). These factors are key to its status as the industry’s top performer.
Closed-Loop Cyanide Gold Extraction Process
Many perceive cyanide gold extraction as complex, yet it essentially constitutes a closed-loop system comprising “pre-treatment → leaching → separation → recovery → environmental protection.” This process primarily falls into two categories: “conventional flow (CCD/CCF method)” and “filterless flow (CIP/CIL method).”
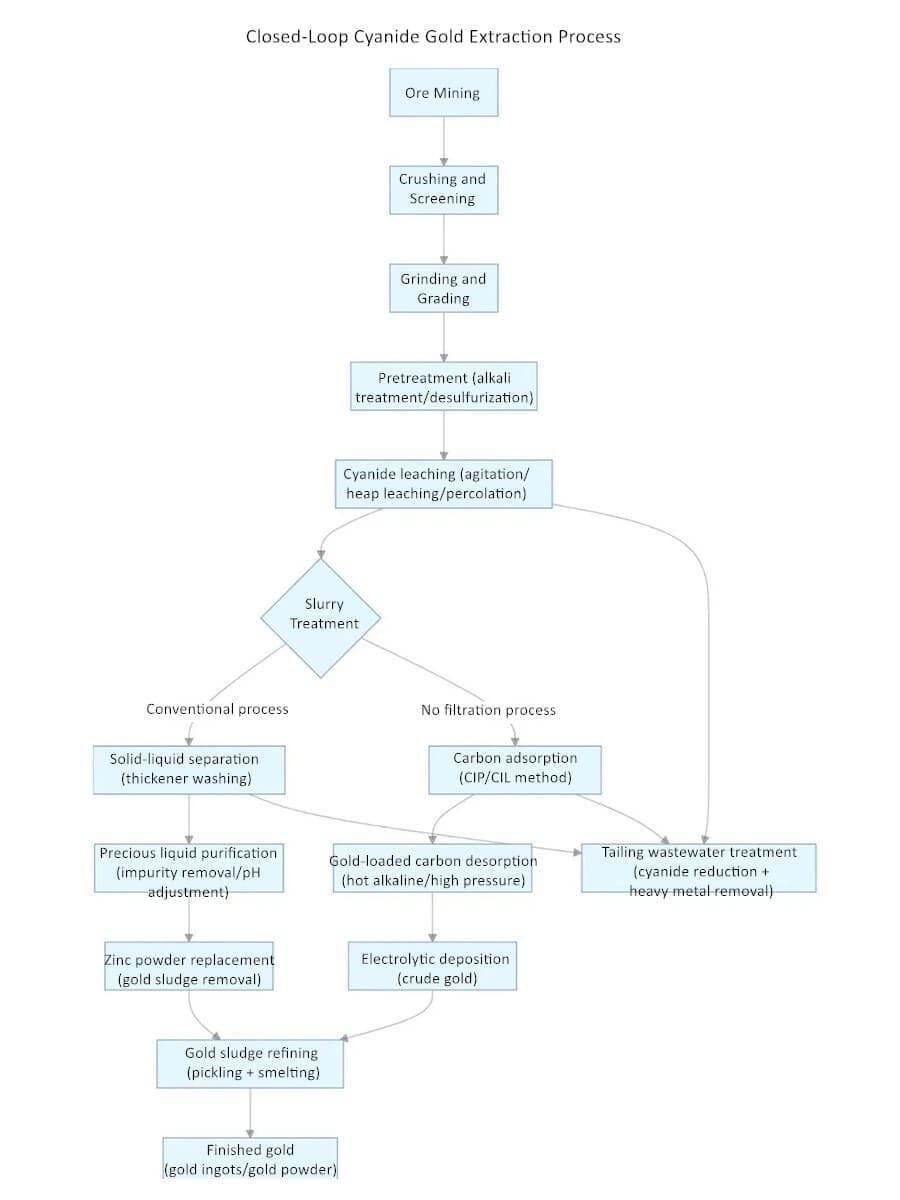
Regardless of the process chosen, the five essential steps remain unchanged: “exposing the gold → dissolving the gold → extracting the gold → refining it into finished products → treating the wastewater.” Each stage demands meticulous attention; otherwise, the gold recovery rate will be low, or environmental issues will arise.
Cyanide Gold Extraction Process Breakdown
Cyanide gold extraction is the core process of industrial gold production. Its core is to dissolve gold with cyanide and recover it through activated carbon adsorption-electrolysis. Depending on the type and scale of the ore, it can be divided into three main methods: CIP (carbon-in-pulp), CIL (carbon-in-leach), and heap leaching. The following is a systematic explanation of the key technologies in the entire process:
1. Ore pretreatment – determines leaching efficiency
The purpose of pretreatment is very simple: to increase the contact area between gold and cyanide and improve the leaching rate. The process is mainly divided into 3 steps:
(1) Crushing and grinding: “exposing” the gold
Crushing: First, use a jaw crusher to coarsely crush the raw ore (500-1000mm) to 20-50mm, then use a cone crusher for medium crushing, and finally pass through a vibrating screen for classification – don’t be bothered, uniform particle size can ensure the subsequent grinding effect.
Grinding: Use a ball mill (select a grid type or overflow type? Look at the hardness of the ore: select a grid type for hard ore and an overflow type for soft ore) + a classifier to form a closed-loop system, grind to -200 mesh with 80%-95%. Note: Don’t grind too fine! Otherwise, the slurry will be sticky and affect leaching.
(2) Alkali pretreatment: control pH + remove impurities
This step is a “life-saving” link! Adding lime (1-3 kg/t of ore) or sodium hydroxide to the slurry to adjust the pH to 9-11 has two main functions:
- Preventing cyanide from hydrolyzing to produce highly toxic HCN gas (which would waste reagents and be unsafe);
- Allowing impurities such as Fe²⁺ and Cu²⁺ to precipitate, preventing them from competing with the cyanide.
Pretreatment takes 30-60 minutes, and the slurry concentration is controlled at 40%-45%, ensuring an impurity removal rate exceeding 80%.
(3) Special ore treatment: High-sulfur and arsenic-containing ores
High-sulfur ores (sulfur content > 5%): First, remove pyrite by flotation, or roast at 600-700℃ to convert sulfur into SO₂. Otherwise, SO₂⁻ will react with CN⁻, wasting cyanide.
Arsenic-containing ores (arsenic content > 0.5%): Use pressurized oxidation (150-200℃, 0.8-1.2MPa) or biological oxidation (using Thiobacillus ferrooxidans) to convert arsenic into soluble salts to prevent arsenic from encapsulating gold particles.
2. Cyanide Leaching
Leaching is the “core battlefield” of gold extraction. Selecting the appropriate method based on ore characteristics is crucial:
(1) Agitated Leaching
Equipment: 6-10 agitated leaching tanks in series. Tank bodies: carbon steel lined with rubber (for corrosion resistance). Agitation: mechanical paddles (paddle-type for low-viscosity slurry, turbine-type for high-viscosity) or air agitation.
Key Parameters
- Cyanide Concentration: 0.03%-0.1% (NaCN), use higher values for low-grade ore and lower values for high-grade ore;
- Dissolved Oxygen: ≥8mg/L, supplement with compressed air or hydrogen peroxide if insufficient;
- Time: 24-48 hours, extended to 72 hours for complex ores.
- Slurry Concentration: 40%-50%. Excessively high levels cause uneven mixing; excessively low levels increase equipment wear.
(2) Heap Leaching / Percolation Leaching
Heap Leaching: Suitable for mines processing 10,000 tons daily with gold grades <1 g/t. Ore (20-50 mm) is piled on a geomembrane liner and sprayed with 0.05%-0.15% cyanide solution; leachate is collected via collection channels. Cost is one-third that of agitation leaching, but recovery rates range only from 70% to 85%.
Percolation Leaching: Used for small-scale mines (daily processing <100 tons). -10mm ore is loaded into percolation trays, with cyanide solution sprayed from above and leachate collected from below. The process completes in 10-15 days, achieving recovery rates of 80%-90%.

3. Separation and Recovery
After leaching, gold exists as [Au(CN)₂]⁻ and is recovered primarily through two methods:
(1) Zinc Powder Replacement: Conventional process, mature and stable
Preliminary step: Separate the rich solution (gold concentration 0.5-5 g/m³) from the lean residue using continuous countercurrent washing (CCD method) or filtration (CCF method) in a thickener.
Replacement operation: Add zinc powder (fine powder with 95% or more below 325 mesh) to the rich solution, followed by 0.01%-0.03% lead nitrate as a catalyst. Maintain pH at 10-11 and temperature at 15-35°C. Gold slime (grade 50%-70%) is obtained within 30-60 minutes.
(2) Activated Carbon Adsorption Method: No filtration required, suitable for ores with high fine slime content
CIP Method (Carbon-in-Pulp Adsorption): After leaching, add granular activated carbon (1.0-3.0mm) to adsorb gold onto the carbon surface, forming gold-loaded carbon (gold content 500-2000g/t), then separate using a screen.
CIL Process (Carbon-in-Leach): Leaching and adsorption occur simultaneously! Activated carbon is added directly to the leaching tank, enabling concurrent leaching and adsorption. This saves 15%-20% time compared to CIP and is suitable for ores with high fines content (fines readily clog thickeners).
Desorption Electrolysis: Gold-loaded carbon is desorbed using the Zadra method (1% NaOH + 0.1% NaCN solution at 85-95°C) to obtain a high-concentration precious liquid (100-500 g/m³). Crude gold (95%-98% purity) is then deposited using an electrolytic cell (stainless steel cathode, lead anode).
4. Refining + Environmental Protection
(1) Refining
Acid washing to remove impurities: Crude gold or gold slime is first soaked in 10%-20% dilute nitric acid to remove zinc, lead, and iron, then washed with 5%-10% dilute hydrochloric acid to remove residual nitric acid.
Smelting into Ingots: Acid-washed gold is placed in a graphite crucible with borax (flux) and sodium nitrate (oxidizer). Smelting at 1100-1200°C for 2-4 hours separates impurities into slag, yielding 99.99% pure gold ingots or powder.
(2) Environmental Treatment
Cyanide Reduction: Add sodium hypochlorite to tailings slurry and wastewater to oxidize CN⁻ into non-toxic CNO⁻, which further decomposes into CO₂ and N₂. Ensure treated wastewater contains <0.5 mg/L cyanide.
Heavy Metal Removal: Add lime and sodium sulfide to precipitate heavy metals, such as Cu²⁺ and Pb²⁺. Filter and discharge after meeting standards.
Tailings Utilization: Tailings residue can be used for backfilling mining areas or for recovering silver, copper, and sulfur, thereby preventing resource waste.
Conclusion
Modern cyanide gold extraction has established a complete closed-loop system of “high-efficiency leaching—clean recovery—waste management,” achieving a balance between economic viability and environmental compliance. Although non-cyanide technologies (such as bioleaching) are advancing, the cyanide process, combined with closed-loop management, remains the optimal solution for the gold industry in the short term.
LATEST PRODUCTS
-

Cyclosizer
【Feeding Capacity】< 100g/time 【Feeding …
-
JKZ/2JKZ Mine Shaft Sinking Hoist
【Power Source】Electric Motor Drive 【Motor Spee…
-
JK(B)/2JK(B) Mine Hoisting Winch
【Capacity】 6-17 Tons 【Drum Number】1-2 【…



LATEST NEWS
- 4 Types of Deposit Genesis: Endogenic, Exogenic, Metamorphic, Superimposed
- Three Disc Dry Magnetic Separator: Technical & Maintenance Manual
- Zinc Loss in Tailings: The Hidden Failures Beyond Reagents
- Flotation of Gold & Silver: 5 Processing Symphonies
- Compact & Scalable Lithium Plant for Small Miners